

จริง ๆ แล้ว เราตัดไม่ตรงเพราะ “มือเราไม่ตรง” หรือเพราะ รางสไลด์ มีปัญหา? หลายคนที่ทำงานไม้ หรือเหล็กอาจคุ้นกับประโยคนี้ดีครับ ตัดไม่ตรงเพราะมือไม่นิ่งบ้าง เพราะดันแรงไปบ้าง หรือเพราะใบมีดคุณภาพไม่ถึง แต่ถ้าผมบอกว่า สาเหตุที่หลายคนคาดไม่ถึงเลยคือ ความคลอนของรางสไลด์ ล่ะครับ? นี่คือปัญหาที่ซ่อนเงียบ ๆ อยู่ข้างใต้ทุกจังหวะการเคลื่อนตัด และเป็นตัวการที่ทำให้งานที่ดูเหมือนจะง่าย กลายเป็นงานที่ต้องเจียรแต่งซ้ำเรื่อย ๆ ทั้ง ๆ ที่คุณคิดว่าตั้งองศาถูกแล้ว
ความคลอน คือช่องว่างเล็ก ๆ ในกลไกการเลื่อนเลื่อยผ่านรางสไลด์ ที่หลายคนมองข้าม เพราะมันไม่ได้เกิดขึ้นแบบโฉ่งฉ่าง ไม่ได้สั่นให้คุณเห็นชัดเหมือนอาการใบมีดทื่อ แต่มันเกิดขึ้นแบบ ”แผ่วเบา”เพียงไม่กี่มิลลิเมตร แค่ไม่กี่มิลลิเมตรนี้เองครับ ที่เพียงพอจะทำให้เส้นตรงกลายเป็นเส้นเอียง งานตัดกลายเป็นงานแก้ และความแม่นยำที่คุณหวังไว้ กลายเป็นแค่ความรู้สึกว่า “น่าจะโอเค”
ในบทความนี้ เราจะมาเจาะลึกกันครับ ว่า ความคลอนใน รางสไลด์เกิดจากอะไร? ทำไมมันถึงทำให้ตัดไม่ตรง? และสำคัญที่สุดคือ คุณจะรู้ได้ยังไงว่า รางสไลด์ของคุณกำลังพาให้คุณตัดเบี้ยวอยู่โดยไม่รู้ตัว?
ทำไม รางสไลด์ ต้องนิ่งมาก เป็นพิเศษ?
เชื่อว่าหลายคนอาจสงสัยครับว่า ทำไมระบบรางสไลด์ที่ดูเหมือนเป็นเพียงตัวนำทางธรรมดา ๆ ถึงต้องการความนิ่งระดับงานเครื่องจักร? คำตอบคือ รางสไลด์ เป็นส่วนที่กำหนดทิศทางการเคลื่อนไหวทั้งหมดครับ ถ้ามันคลอนเพียงเส้นผม ผลลัพธ์ของงานก็จะผิดเพี้ยนได้ นี่จึงเป็นเหตุผลที่ความไม่นิ่งสำคัญมากกว่าที่คิดมากครับ
กลไกเลื่อนที่ดูเรียบง่าย แต่เต็มไปด้วยรายละเอียด
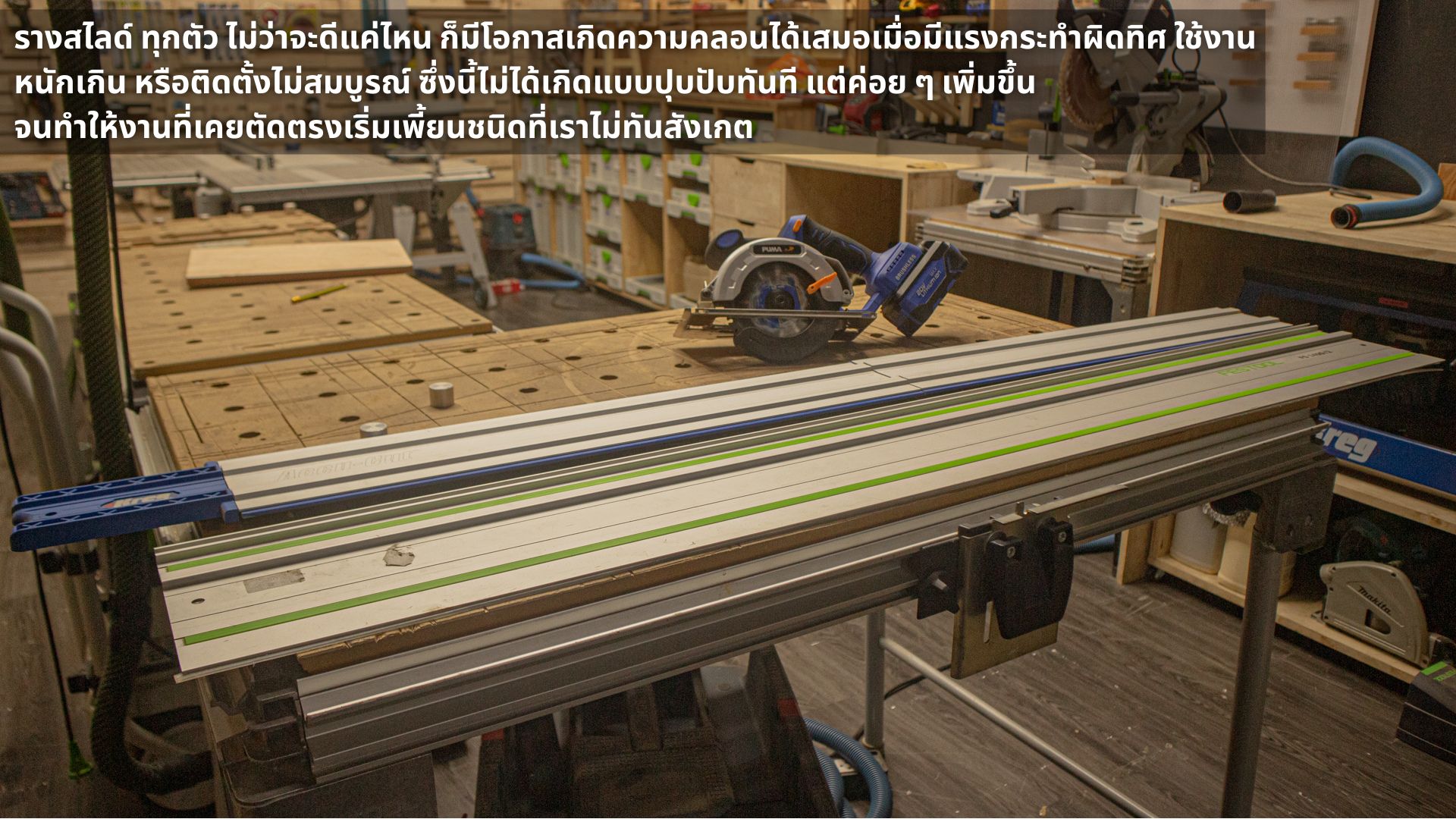
ถ้าพูดถึงคำว่า รางสไลด์ จริง ๆ หลายคนอาจนึกถึงรางลิ้นชัก รางโต๊ะ หรือรางที่ใช้กับอุปกรณ์ช่างต่าง ๆ แต่สำหรับงานตัด ไม่ว่าจะเป็นงานไม้ งานเหล็ก หรืองานประกอบชิ้นส่วนต่าง ๆ รางสไลด์ ทำหน้าที่เป็นระบบกำหนดทิศทางแทบ 100% ของการเคลื่อนที่ครับ
คุณอาจจะมีใบตัดดี เครื่องแรง โต๊ะนิ่ง แต่ถ้ารางสไลด์ ไม่นิ่ง ทุกองค์ประกอบด้านบนก็เสียความเที่ยงตรงไปทั้งหมด เพราะรางคือเส้นทางที่หัวตัดต้องเดิน และหัวตัดจะเดินตรงได้ ก็เมื่อรางสไลด์ “ตรงและแน่น” เท่านั้น
รางสไลด์ ไม่ได้ซับซ้อน แต่ต้องการความละเอียดสูง
หลายคนคงสงสัยว่า แล้วทำไมต้องละเอียดขนาดนั้น? เพราะในการตัด มุมเพียง 0.5 องศา หรือการเอียงเพียง 1 มิลลิเมตรในช่วงเริ่มต้น สามารถขยายเป็น 2–3 มิลลิเมตรเมื่อปลายชิ้นงานได้ง่ายมากครับ และอย่าลืมว่าเมื่อแรงกดของคุณถ่ายผ่านหัวตัด ความผิดพลาดเล็ก ๆ นั้นจะขยายเพิ่มขึ้นอีกจากแรงสั่นสะสมตลอดระยะเลื่อนของราง
ยิ่งถ้าระยะตัดยาว ความคลอนเพียงนิดเดียว ในรางสไลด์ก็จะยิ่งสะท้อนออกมาเป็นความเบี้ยวที่เห็นได้ชัดจนทำให้ชิ้นงานประกอบกันไม่ได้สนิท นี่ยังไม่รวมถึงแรงดึงของใบตัดที่อาจตะปบวัสดุจนเสียแนว เสริมให้ความเอียงเพิ่มขึ้นโดยที่คุณไม่รู้ตัวเลยครับ ความคลอนเล็ก ๆ นั้นจึงกลายเป็นจุดเริ่มต้นของความคลาดเคลื่อนทั้งระบบ และทำให้งานที่ควรได้มุมตรงตามแบบ เบี้ยวแบบชวนหงุดหงิด
ความคลอน คืออะไร กันแน่?

ลองนึกภาพประตูที่บานไม่พอดีครับ คุณเขย่าทีจะได้ยินเสียงกึก ๆ ช่องว่างแบบนั้นแหละครับ คือความคลอน แต่ในรางสไลด์ ความคลอนอาจไม่ถึงขั้นมีเสียง หรือรู้สึกได้ชัด เพราะบางครั้งมันเกิดขึ้นในระดับเสี้ยวมิลลิเมตรจนเราแทบไม่รู้ตัวเลย แต่ความคลอนเพียงเล็กน้อยนี้สามารถสร้างผลกระทบแบบค่อยเป็นค่อยไป สะสมไปเรื่อย ๆ
ทำไมแค่ไม่กี่มิลลิเมตร ถึงทำให้ตัดไม่ตรงได้?
ทุกครั้งที่คุณเลื่อนหัวตัด เมื่อแรงดันจากมือ แรงดึงของใบตัด และแรงเสียดทานตามแนวรางสไลด์เริ่มผสานกัน ช่องว่างเล็ก ๆ นี้จะทำให้หัวตัดเบนแนวทีละนิด จนเส้นตัดค่อย ๆ เอียงออกไปแบบที่คุณมองไม่เห็นตอนทำงาน แต่กลับปรากฏชัดเจนตอนประกอบชิ้นงานจริง นึกภาพคล้าย ๆ ไม้บรรทัดเบี้ยวครับ
งานที่ต้องตัดซ้ำหลายชิ้น เช่น เฟรมไม้ โต๊ะ ชั้นวาง ยิ่งเห็นผลชัด เพราะความคลอน ของ รางสไลด์ ต่อให้เครื่องตัดดี ก็อาจผลิตงานตัดที่ ไม่เท่ากัน จากที่รางไม่ได้นิ่งสม่ำเสมอมากพอ
ความคลอนของ รางสไลด์ มีที่มา จากอะไร?
ลองย้อนกลับไปมองภาพรวมของงานตัดก่อนครับ เหตุผลที่เราต้องมาคุยเรื่องความคลอนกันจริงจังขนาดนี้ ก็เพราะมันไม่ใช่ปัญหาเชิงชิ้นส่วนอย่างเดียว แต่เป็นปัญหาเชิง “พฤติกรรมการเสื่อมของระบบ” ทั้งหมดในระยะยาว
เพราะฉนั้น เรามาดูสาเหตุหลัก ๆ ของอาการคลอนของ รางสไลด์ กันก่อนดีกว่า ครับ
วัสดุรางไม่ได้แข็งแรงพอ
รางสไลด์ ทำจากวัสดุที่บางเกินไป เมื่อใช้ไปนาน ๆ รูปทรงรางจะเบี้ยวทีละนิด ช่องว่างจะค่อย ๆ เกิดขึ้นโดยที่เรามองไม่เห็น ความนิ่งก็ลดลงอย่างช้า ๆ
ยางกันลื่นเสื่อมสภาพ
ยางกันลื่นทำหน้าที่ลดการสั่น และเพิ่มความแน่นให้ตัวเลื่อยวิ่งบนรางสไลด์ได้เต็มที่ เมื่อยางเสื่อมหรือแข็งตัวตามกาลเวลา ช่องว่างก็จะเกิด ทำให้รางกับเลื่อยประกบกันไม่แน่น
การติดตั้ง ที่ไม่ได้ระนาบ
ต่อให้รางสไลด์ดีแค่ไหน ถ้าติดตั้งเอียง ตัววิ่งก็จะมีแรงดันด้านข้าง ทำให้สึกไม่เท่ากัน และเกิดความคลอนเร็วกว่าอายุจริงของราง
จะรู้ได้ยังไงว่า รางสไลด์ เริ่มมีความคลอน?
ความคลอนของรางสไลด์นั้น ไม่ค่อยแสดงอาการแบบชัดเจน ไม่ได้สั่นแรงจนเห็นได้ทันที และไม่ได้มีเสียงเตือน เหมือนเครื่องมือที่สึกหรออื่น ๆ แต่เป็นสิ่งสะสมจากการใช้งานระยะยาว ตั้งแต่การรับน้ำหนักที่มากเกินไป แรงกดที่ไม่สม่ำเสมอ จนถึงการเสื่อมสภาพของยางกันลื่น พอเรารู้ตัวอีกที มันก็กลายเป็นสาเหตุที่ทำให้งานตัดเริ่มเพี้ยน การรู้วิธีเช็คความคลอนตั้งแต่แรก ๆ จึงช่วยประหยัดทั้งเวลา แก้งาน และยังช่วยยืดอายุรางได้มากขึ้นด้วยครับ
เทคนิคเช็คง่าย ๆ
- ลองโยกตัววิ่งซ้าย–ขวาเบา ๆ ถ้ารู้สึกว่ามีช่องว่าง แม้เพียงนิดเดียว นั่นแหละ คือสัญญาณ
- ลากรางออกช้า ๆ แล้วหยุดครึ่งทาง จากนั้นลองดันเข้า–ออกเบา ๆ ถ้ามันขยับก่อนเริ่มเลื่อนจริง แปลว่ามีการคลอนของตัวรางแล้ว
- ดูรอยสึกผิดปกติ ถ้าสึกเฉียง หรือสึกข้างเดียว แสดงว่าเกิดแรงดันผิดทิศจากความคลอน
- งานเริ่มเพี้ยน ทั้งที่ตั้งค่าถูก ถ้าตัดสิบชิ้น ไม่เท่ากันสักชิ้น ทั้งที่ใช้ตัวเดิมไม่ได้เปลี่ยนอุปกรณ์ใด ๆ เลย รางนั่นแหละครับ ตัวการ
ความคลอนของ รางสไลด์ ส่งผลต่อการตัดยังไงบ้าง?
ไม่ว่าจะเป็นไม้ เหล็ก หรือวัสดุสังเคราะห์ การตัดทุกครั้ง คือกระบวนการที่แรงหลายทิศ ทำงานพร้อมกัน ทั้งแรงกดจากมือ แรงดึงของใบตัด และแรงเสียดทานระหว่างตัววิ่งกับรางสไลด์ ซึ่งทุกแรงนี้ล้วนต้องพึ่งพา “ความนิ่ง” ของรางสไลด์เป็นพื้นฐานสำคัญครับ
ถ้ารางมีความคลอน แรงทั้งหมดที่ควรเคลื่อนตามเส้นทางเดิมก็จะเปลี่ยนทิศเล็กน้อย ซึ่งเป็นจุดเริ่มต้นที่ทำให้งานตัดที่เหมือนจะตรงในช่วงแรก กลับเอียงในตอนท้าย หรือบางครั้งเบี้ยวจนประกอบเข้ากันไม่ได้เลย ความคลอนของรางสไลด์ จึงไม่ใช่แค่ปัญหาเชิงชิ้นส่วน แต่เป็นปัญหาเชิงระบบที่ส่งผลต่อทุกเสี้ยววินาทีของการตัด เพราะงั้น มาถึงตรองนี้ เรามาดูผลกระทบกันบ้างดีกว่า
1. งานตัดเริ่มต้น เบนซ้าย หรือขวา
ช่วงเริ่มต้น คือจุดที่มีผลมากที่สุด เพราะคุณเริ่มออกแรง และใบตัดกำลังเข้าวัสดุ ถ้ารางสไลด์มีช่องว่าง ใบจะเบนก่อนทุกครั้ง และไม่ใช่แค่เบนเล็กน้อยครับ แต่ยังอาจสะดุด หรือเปลี่ยนทิศทางแบบฉับพลัน เมื่อแรงกดเริ่มถ่ายเข้าสู่ใบตัดเต็ม ๆ ส่งผลให้มุมเริ่มต้นของเส้นตัดคลาดเคลื่อนตั้งแต่ยังไม่ทันได้เดินใบเต็มระยะ ซึ่งความผิดพลาดช่วงแรกนี้มักจะขยายตัวมากขึ้นเรื่อย ๆ ตามความยาวของงานตัด
เส้นเอียงตามปลายทาง
แม้ช่วงต้นตัดตรง ปลายก็อาจเอียงได้ เพราะแรงสะสมจากการเลื่อนที่ไม่แน่น และแรงเฉือนจากใบตัดที่ค่อย ๆ ดึงหัวตัดออกจากแนวเดิมเมื่อรางไม่สามารถทรงทิศทางได้อย่างต่อเนื่อง ยิ่งงานตัดชิ้นยาว ๆ เช่น หน้าไม้ หรือเหล็กกล่อง ยิ่งเห็นอาการชัด เพราะความคลอนนี่แหละ ที่สามารถสะสมจนปลายงานเอียงแบบสังเกตได้ทันที และสร้างปัญหาใหญ่ ในขั้นตอนประกอบงาน
ตัดซ้ำเท่าไหร่ ก็ไม่เท่ากัน
นี่เป็นสัญญาณที่ชัดมากครับ ความคลอนคือความไม่แน่นอน ทำให้ผลลัพธ์เปลี่ยนตลอดเวลา แม้ว่าคุณจะตั้งระยะเท่าเดิม วางชิ้นงานตำแหน่งเดิม และใช้แรงเหมือนเดิมทุกครั้ง รางสไลด์ที่มีช่องว่างเพียงน้อยนิด ก็จะทำให้ผลลัพธ์ต่างกันแบบไม่สามารถคาดเดาได้ บางครั้งคลาดไปแค่ 1 มม. บางครั้งอาจมากกว่า และกลายเป็นต้นเหตุของงานประกอบที่ไม่สม่ำเสมอ
ชิ้นงานประกอบไม่สนิท
ไม่ว่าจะเป็นเฟรม โต๊ะ หรือบานประตู ถ้าชิ้นงานแต่ละชิ้นไม่เท่ากัน ความคลอนจะฉายชัดที่สุดตอนประกอบครับ

สรุป: รางสไลด์ ไม่นิ่ง ตัวการเล็ก ๆ แต่เปลี่ยนงานได้ทั้งงาน
รางสไลด์ดูเหมือนแค่ชิ้นส่วนประกอบ แต่จริง ๆ แล้วเป็นหัวใจของความตรงทั้งหมดในงานตัด ถ้าราง “คลอนเพียงเส้นผมเดียว” คุณจะเห็นผลลัพธ์ที่เบี้ยวเป็นมิลลิเมตรได้ทันที นี่คือเหตุผลว่าทำไมงานที่คุณคิดว่าตั้งดีแล้ว แต่ยังไม่ตรงสักที เพราะรางสไลด์กำลังบิดทิศทางใบตัดอยู่แบบที่คุณไม่รู้ตัว
ดังนั้น ถ้าคุณต้องการงานที่ตรง คม เที่ยง และทำซ้ำเท่าไหร่ก็ได้ขนาดเท่าเดิม การใส่ใจเรื่องความคลอนของรางสไลด์คือสิ่งที่ห้ามมองข้ามเด็ดขาดครับ

